![]() Tel:+86 135 7086 9158
Tel:+86 135 7086 9158
![]() Tel:+86 135 7086 9158
Tel:+86 135 7086 9158





















PRODUCT LIST
Additive manufacturing (AM) is a broad term for the production process. In this production process, "materials are added layer by layer (rather than subtracting materials like traditional processing)." So far, there are seven different types of AM processes, the most popular of which are: FDM, SLA, and SLS.
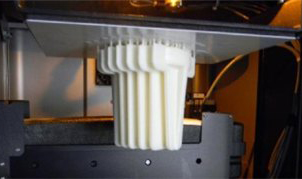
FDM-Fused Deposition Modeling
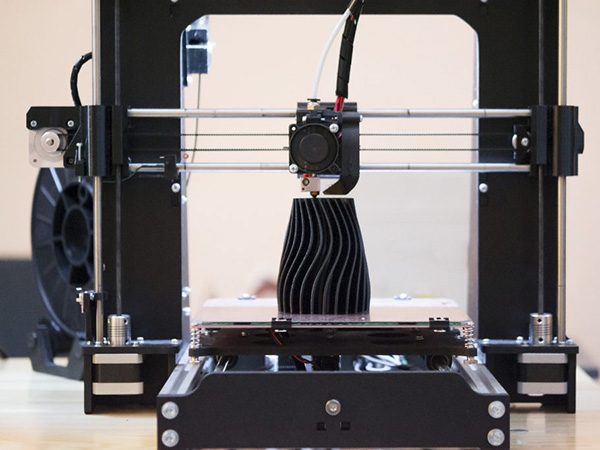
Fused Deposition Modeling (FDM), also known as FFF (Fuse Manufacturing), is the most famous technique and part of the material extrusion process. It uses thermoplastic materials, usually in the form of filament spools. The heated nozzle of the extruder melts the material and then deposits it on the substrate. FDM has several advantages. The printing process is easy to learn, medium speed, and usually does not require a lot of space. Most printers are desktop-sized, which makes them ideal for offices. On the other hand, FDMs are also used as large industrial machines to support the manufacturing process. In this case, building materials in the form of particles can be used instead of filaments.
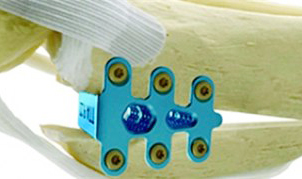
Enterprises and individual users use FDM to create functional prototypes, product conceptual models or quick tools. Since some manufacturers have obtained FDA approval, medical models have become more and more popular.
FDM design
To create a model for an FDM 3D printer, you need to use computer-aided design (CAD) or 3D computer graphics software. This technology has some problems with hollow parts, undercuts and overhangs, so it is necessary to design and manufacture supporting structures, such as boxes, ceilings or webs, in order to print models. Fortunately, the software analyzed the models and designed suitable support structures for us based on their geometry. An FDM 3D printer with only one extruder uses the same material as the entire model to create the support. In this case, they must be separated mechanically. Equipment using dual extruders or even more extruders is becoming more and more popular. It makes it possible to use support materials that are soluble in water, but the process is quite long and sometimes it is more than you need to use water, such as citric acid. Finally, not every printed material is glued to the soluble support material. Another important factor is the positioning of the model on the building platform. Its layout must not require a lot of support.
Benefits of FDM
· Non-toxic, but some fibers (such as ABS) will produce toxic fumes. Usually this is an environmentally safe process.
· A variety of color printing materials are inexpensive and have high utilization rates.
· The equipment cost is low or moderate.
· Low or medium post-processing cost (stent removal and surface treatment).
· Most suitable for medium-sized components.
·The porosity of the parts is almost zero
· The material has high structural stability, chemical resistance, water resistance and temperature resistance.
· Compared with other desktop technologies, the volume is quite large: 600 x 600 x 500 mm.
Disadvantages of FDM
Limited design options. Can not produce thin walls, sharp angles, sharp edges on the vertical surface.
The printed model is the weakest in the vertical construction direction, because the method of adding layers leads to anisotropy of material properties
Need support.
Not very accurate, the tolerance is between 0.10 to 0.25 mm.
The tensile strength is about two-thirds of that of the same injection molded material.
It is difficult to control the temperature of the build room, which is essential to get the best results.
The "stair step" problem in the vertical construction plane.
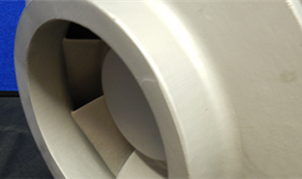
SLA-Light curing method
The second most popular process is called SLA (light curing), which is part of reduction photopolymerization. This is the first patented AM technology. In this process, a large bucket of photopolymerizable resin is exposed to a laser beam or a digital light projector. The energy hardens the materials on the platform layer by layer. After completion, the platform moves upward and a layer of resin floods the surface. It is very important to seal the vat to prevent resin fumes from escaping. The light chamber itself needs to be opaque or colored to prevent the ambient light from premature curing.
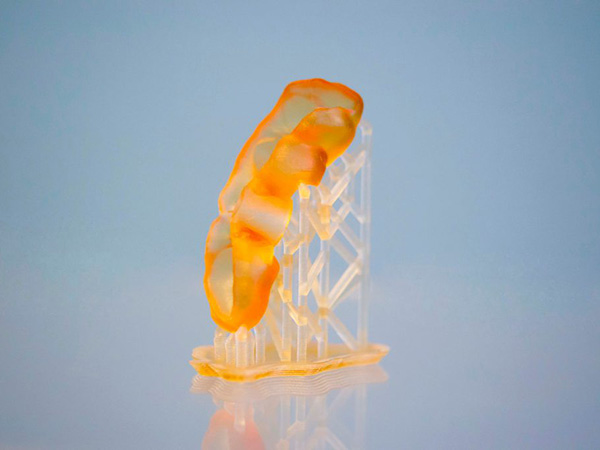
SLA, like FDM, requires a supporting structure. But in this case, they are always made of the same material. After the printing is completed, drain the completed part, wash it with a solvent to remove the excess resin, and then fully cure the part under ultraviolet light. Only in this way can the supporting structure be removed by cutting
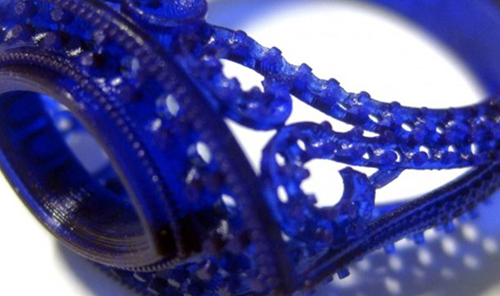
With SLA, you can print a series of photopolymers, such as epoxy, polyurethane, acrylate, elastomer and vinyl. You can use these materials to make non-functional prototypes, buckles and hinges, medical models, especially dental models, and casting models
Design for SLA
When designing a model for SLA, you need to follow almost the same rules, such as designing for FDM. Due to the required structure, the layout of parts should avoid redundant supports. In SLA, redundant supports can take the form of webs, points, ceilings or gussets. The finished product is translucent, and the layer thickness can be as low as 0.05-0.15mm.
The advantages of SLA
·Good surface finish, layer thickness between 0.05-0.15 mm.
· Finished parts can be painted.
· The speed is moderate.
· The economy of low-volume (1-20) parts.
Disadvantages of SLA
· Expensive materials.
· Post-processing is not only necessary, but also a multi-threaded, chaotic process. After printing, the resin needs to be cleaned in an ultrasonic bath or the parts are immersed in IPA (isopropyl alcohol), then the bracket must be removed, and then the printed output must be cured with a UV lamp.
· The resin itself is toxic, but mixing with isopropanol is more dangerous. The liquid should be kept properly and sent to a professional company for disposal.
·Waste is not recyclable and difficult to manage
· Need support
·Due to the anisotropy of material properties, the printed output is weakest in the vertical build direction.
·The laser needs regular calibration
·Different resin layer thickness may be different
· The photopolymer is toxic, and fumes escape during the process.
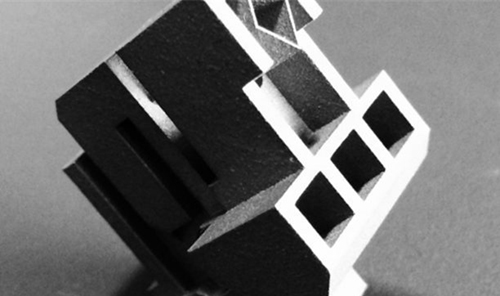
Selective laser sintering
SLS stands for powder bed additive manufacturing process.
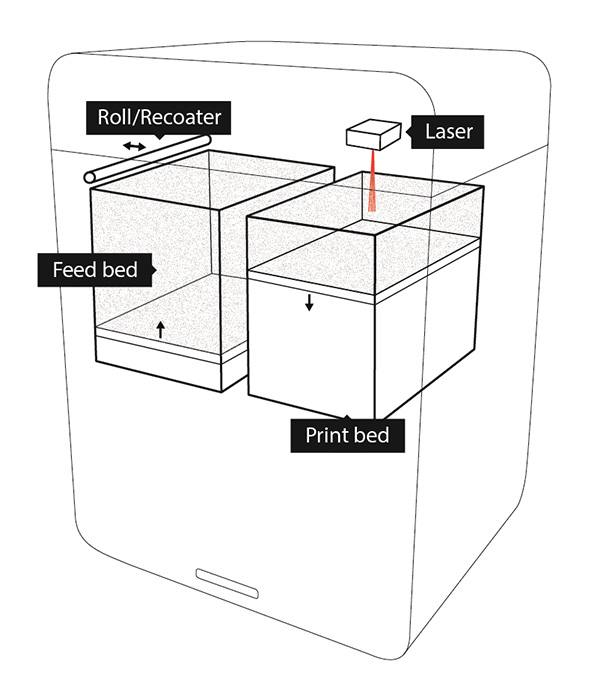
SLS is one of the oldest processes in the 3D printing industry, and is currently the most famous and predictable additive manufacturing technology. The way it works is very simple. The laser beam sinters the powder material in a sealed chamber, sometimes preventing oxidation in an inert gas atmosphere. When the combustion chamber is preheated, just below the melting temperature of the powder, the laser is only used to add a small amount of energy to melt the powder.
When the layer is sintered, the platform is repositioned, and a special mechanism replenishes the powder layer from the supply room to the printing room, and then repeats the process. In SLS technology, no support is needed, because the unsintered powder, the printed output enclosed in the printing room, itself becomes a support.
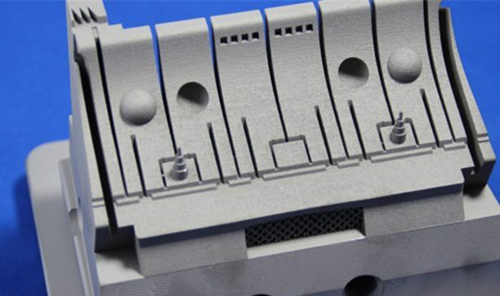
The accuracy of SLS technology depends on the laser beam, its diameter and laser path: perpendicular to the layer (H-BOT) or at an angle to the layer (galvanometer). The accuracy also depends on the layer height. As long as the designed object can remove the unsintered powder in the model, various complex solid structures can be manufactured, even if the internal parts are moving.
After printing, the excess powder can be simply removed with a vacuum cleaner or brush. For best results, the printout can also be sandblasted. Selective laser sintering uses a wide range of materials such as thermoplastics, elastomers and waxes. Some industrial machines use powdered metals (SLM, DMLS, LPBF) or ceramics.

When we compare the number of applications of SLS, SLA and FDM, choosing laser sintering is undoubtedly the one with the most potential applications. From functional, movable prototypes that can be tested in a wind tunnel or through other experimental tests, to final components printed in low or medium volume. Assembly parts, snaps and hinges, rapid molds, molds, cores and molds for casting and molding, product concept models, medical and dental implants constitute a range of uses. It is also used for educational needs, and both researchers and scholars use it to teach students.
Design for SLS
Designers choose SLS because it gives them freedom of form. It is possible to create movable parts with complex geometries. Since no supporting structure is required, it is easier to prepare more detailed projects with sharp edges and thin walls. The layer thickness is between 0.06–0.15 mm, making it very accurate. As in the case of FDM and SLA, the anisotropy of material properties makes the part weaker in the vertical build direction.

The advantages of SLS
No support structure is required.
Moving parts with complex internal geometry.
Smooth surface-hard to notice the layer.
Durable printout.
The powder can be reused after printing.
When using the entire work area, the material cost is low to medium.
Compared with industrial machines, desktop SLS 3D printers are cheaper.
No skilled workers are required (only desktop SLS 3D printer is required).
Disadvantages of SLS
Industrial machinery is expensive.
Long lead time.
When changing materials, the machine must be cleaned accurately to avoid contamination.
Longer printing time (for larger objects).
For powder management in the post-processing process, it is recommended to use a vacuum cleaner and compressed air because it generates dust.
Copyright © Shenzhen Airboat Technology Co., Ltd. All rights reserved 【Backstage management】
 Chinese
Chinese